KDS Micronex™
Is a patented grinder-dryer all-in-one system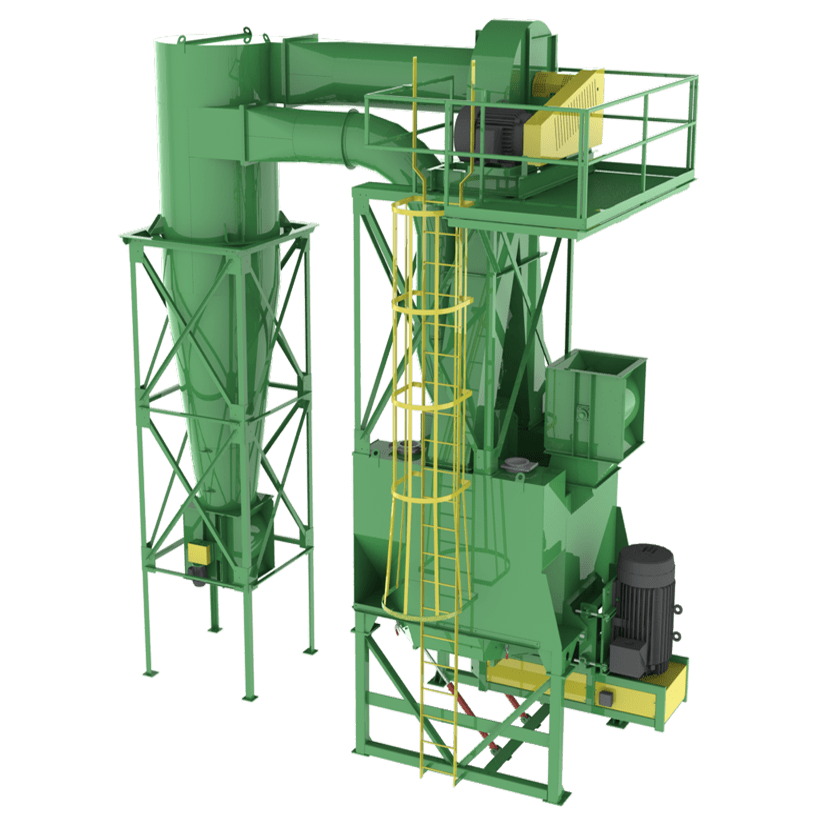
Main features and benefits
Models
Models of the KDS Micronex vary in size and production rates. The KDS Micronex is more than a materials reduction machine; it is a self-contained environmental solution provider and profit center. Its versatility, efficiency, and durability make it an ideal investment for a broad range of applications in a variety of environmentally oriented markets.
KDS Micronex™ – S4
- Feed Rate:(*)
- 1-4 Tons Per Hour
- Output Size:
- 100 – 2000 Microns
- Machine Size:
- 18’6” x 15’ x 12’ (5.63 x 4.5 x 3.65 mts)
- Footprint:
- 180sq ft.(16.72 m2)
- Weight:
- 9200lbs (4.173 kg)
- Motors:(Hp)
- 250, 50, 3, 2, 1, 1 – Electric
- Power:
- 130 – 175 kW
- Feed Size:
- Up to 6”
- Moisture In:
- Up to 70%(**)
- Moisture Out:
- Down to 0%
KDS Micronex™ – S6
- Feed Rate:(*)
- 1-6 Tons Per Hour
- Output Size:
- 100 – 2000 Microns
- Machine Size:
- 19’ 2” x 17′ 8" x 10’ 10″ (5.91 x 5.38 x 3.25 mts)(
- Footprint:
- 192sq ft. (17.83 m2)
- Weight:
- 18000lbs (8.164 kg)
- Motors:(Hp)
- 300/350, 50, 3, 3/4, 3/4, 1 – Electric
- Power:
- 146 – 290 kW
- Feed Size:
- Up to 6”
- Moisture In:
- Up to 70%(**)
- Moisture Out:
- Down to 0%
KDS Micronex™ – S8
- Feed Rate:(*)
- 1-7 Tons Per Hour
- Output Size:
- 100 – 2000 Microns
- Machine Size:
- 25’7” x 18’ 7″ x 8' 10″ (7.80 x 5.65 x 2.68 mts)
- Footprint:
- 163 sq ft. (15.15 m2)
- Weight:
- 26500lbs (12.020 kg)
- Motors:(Hp)
- 350/400, 75, 10, 2, 2, 2 – Electric
- Power:
- 182 – 1344 kW
- Feed Size:
- Up to 6”
- Moisture In:
- Up to 70%(**)
- Moisture Out:
- Down to 0%
If you need more information about our equipments
Fill out the form and we will assist you as quickly as possible.
Why choose the KDS Micronex™?
Our customers choose the KDS Micronex because the machine:
KDS Applications
The KDS Reduction System is more than a materials reduction machine; it is a self-contained environmental solution provider and profit center. Its versatility, efficiency and durability make it an ideal investment for a broad range of applications in a variety of environmentally oriented markets. Materials that can be processed by the KDS are almost infinite and include but not limited to:
EFB/Palm Waste
In Asia, large quantities of palm waste also called Empty Fruit Bunches or EFB are available from plantations where palm oil is produced. In its raw state, EFB is both very fibrous and wet. If it could be dried, it would be an excellent fuel for power boilers. FASC Malaysia has installed a KDS machine in the 14 MWe TSH Biomass Power Plant in Kunak, Malaysia, for the purpose of drying EFB. Called the KDS MF-777, it dries and shreds EFB so that it can be burned as a fuel.
At present, only one-sixth of the fuel input needed by the TSH power plant is supplied by the KDS MF-777. The KDS MF-777 processes 3750 kg/hr of raw EFB having a moisture content of 52 % and produces 3000 kg/hr of shredded EFB which has a moisture content of 40 % – this is dry enough for burning on a grate. The power consumption of the MF-777 is only 200 kW, under these operating conditions. This translates to a drying energy consumption of only 960 kJ per kg of water removal (= 414 BTU/lb) or only 44 % of the latent heat of water! No other dryer technology can match the low energy consumption of the KDS MF-777.It is well-known among power plant engineers that every percentage point of moisture in the fuel causes 0.5-1 % reduction in the electricity produced. Thus, the estimated maximum possible increase in the TSH power plant output because of drying the fuel in the KDS MF-777 is 0.84-1.68 MWe. Thus, a net overall increase in the total power generated becomes possible due to the KDS MF-777. Therefore, the cost of the KDS equipment can be recouped from the extra revenue from the increased electricity production.WASTE PALM PROCESSING PLANTSugar Bagasse
Bagasse is the name given to the crushed sugarcane after the cane juice is removed from it. Immense quantities of bagasse are generated in Louisiana (USA), Brazil, Indonesia and India. Though it has 40 % water content, it is still widely used as boiler fuel in the sugar industry. However, burning bagasse in its wet state significantly lowers the efficiency of the boilers used to raise steam. The KDS exhibits its best drying performance while processing wet fibrous substances like alfalfa hay, bagasse and deinking sludge. Limited testing has shown that the KDS uses only 1500 kilojoules of energy to remove 1 kg of water from bagasse. This is lower than the latent heat of water, because the KDS uses mechanical forces to dewater bagasse. Limited testing has shown that the KDS can dry 0.75 tph feed rate of bagasse from 44 % water content down to 21 % water content, with a total power consumption of 120 kW.
The product particle size can be adjusted from coarse fibers to fine powder. Much higher bagasse feed rates are possible if the grinding motor horsepower is adequate. It is also expected that the energy consumption per fed ton will become less, at higher feed rates. Alfalfa hay, a similar fibrous material, needs only 75 kWhr/ton grinding energy consumption. At such low drying energy consumption rates, the power consumption of the KDS will be much less than the gross increase in electric power production, when bagasse-fueled boilers are used for generating electric power. In other words, there will be a net increase in the thermal efficiency, which will pay for the extra cost of the drying equipment, i.e., the KDS Micronex™, in a few years time. More testing of bagasse in the KDS Micronex™ in Brazil is being planned.BAGASSE PROCESING PLANTDeinking sludge
Sludges from paper making and paper recycling (de-inking sludge) are generated in large quantities throughout North America. Currently common sludge management practices of land-filling and land-application are under increased environmental scrutiny and are becoming increasingly costly. The KDS Micronex™ can dewater deinking sludge and enable the separation of paper fiber from other paper components (i.e. kaolin clay). The paper fiber can be recovered for fuel or recycled as fiber. Kaolin clay can be recycled in the papermaking process or other industrial applications. The removal of clay also significantly increases the fuel value of and reduces the ash created during combustion. FASC’s joint venture company – Alternative Green Energy Systems has designed turn-key solutions using the KDS Micronex™ to recycle sludges from the pulp and paper industry.
Extensive independent testing of the KDS done in the U.K show that 900 kg/hr feed rate of deinking sludge can be dried down from 38 % moisture to 16 % with a total power consumption of only 90 kW and a water removal rate of 236 kg/hr. Thus,the specific power consumption was 100 kWhr for a metric ton of input material and 136 kWhr per ton of output product. The water removal energy was 381 kWhr/ton or 1373 kilojoules per kg of water removal., or 1.373 GJ/ton. It must be noted that the theoretical minimum energy for water removal is called the latent heat of water and equals about 2258 kilojoules per kg of water. In practice, conventional thermal dryers use up to 3800 kilojoules of energy to remove 1 kg of water, i.e., 3.8 GJ/ton. Thus, the KDS uses only 36 % of the energy that a conventional dryer uses in the form of heat. Assuming that electric power costs $0.06/KWhr and natural gas (the cheapest of all conventional dryer fuels) costs $8 per gigajoule (actual recent natural gas futures price in New York), the drying energy cost per ton of water removed is 0.06 x 381 = 22.86 dollars per ton of water removed in the KDS. In a conventional dryer, the cost would be 3.8 x 8 = 30.4 per ton of water removal. Thus, the KDS has a 25 % cost advantage over conventional dryers, assuming that the relative prices of electricity and natural gas stay the same. It must be emphasized that clay and fiber components of deinking sludge CANNOT be separated from the deinking sludge dried in a drum dryer. In contrast, the KDS produces a fluffy, fibrous product which enables the clay to be separated from the residual fiber which then can be burned in boilers as fuel. The clay can be calcined and reused in the paper-making process. Similarly extensive testing done in Ontario, Canada with a local deinking sludge showed that deinking sludge can be dried at similar feed rates and power consumption from an initial water content of 50 % to a final water content of 15 %, i.e., water removal rate of 370 kg/hr with a total power consumption of 100 kW. This represents even better economics than in the U.K testing, i.e., 33 % cost advantage over a natural gas-fired dryer.DEINKING SLUDGE PROCESSING PLANTSWood Chips/Bark
In North America, wood waste, unsuitable for timber or pulp can be a disposal problem for the forestry industry. Wood waste can be efficiently burnt and is a renewable energy source; but wet wood is often only marginally economic because up to 40% of the heat value in the wood is used to dry the moisture in the wood chips. The KDS Micronex™ technology is an alternative to traditional methods of drying wood. The KDS Micronex™ combines both the pulverizing and drying operations in one compact machine, simplifying the process. Furthermore, the system is tolerant of contaminants such as dirt and stones that can cause sparking and fires in hammer mills. While grinding spruce/pine/fir (SPF) hog fuel of 25 mm size and 14 % water content, the KDS consumes 150 kW for every ton per hour of product having a top size of 2 mm and median size of 600 microns. With 50 % moist SPF or hemlock wood chips, the energy consumption is 300 kWhr/ton. 135 kg/hr of water are removed when the grinding power consumption is 150 kW. SAWDUST: FASC has dried and ground wet sawdust from initial moisture of 48 % down to 15 % while also making a fine powder out of it. 185 kg/hr of such fine powder having a median particle size of 250 microns was produced with a grinding power consumption of 140 kW. This fine, dry powder was then utilized to make wood-plastic composite.
The KDS was leased as the equipment of choice because no separate dryer or heat source was necessary. Hammer-mills are unsuitable for such fine grinding. Attrition mills can be used but they require the feedstock to be first pre-processed in a hammer mill and their capacity is limited. A scientific paper by Holtzapple et al. reports that attrition mills have an energy requirement of 261 kWhr/ton (0.94 MJ/kg) to grind down to 850 microns and 656 kWhr/ton (2.36 MJ/kg) to grind down to 106 microns top size. This does not include the energy required for drying the wood. An economic analysis shows that in this particular case, the KDS and conventional technology are roughly comparable in terms of their energy cost. The KDS does have the advantage of requiring no heat input and combines the functions of both a conventional dryer and grinder. BARK: A test in which SPF bark was ground and dried in the KDS showed that 636 kg/hr of bark having 50 % water content could be ground and dried to produce 361 kg/hr of product having 12 % final moisture content and median particle diameter of 250 microns. The water removal rate was 277 kg/hr (twice that achievable with wood) and the total power consumption was 180 kW. Such fine grinding down to 250 microns median diameter is required if the bark powder is to be burned in a dust burner. At $0.06/kWhr electricity cost, the combined grinding and drying energy cost in the KDS was calculated to be $16.98 per metric ton. The conventional technology to dry and grind wet wood-bark is a drum dryer, hammer mill and attrition mill combination. With $8/GJ dryer fuel cost and an energy consumption of 3.8 GJ per ton of water, the drying cost in a drum dryer would have been $8.42 per hour or $13.24 per metric ton of feed material. The grinding cost would have been $6.5 per hour or $10.21 per feed ton, assuming 300 kWhr/ton grinding energy requirement in the hammer mill and attrition mill [Ref: Holtzapple et al.]. Thus, with conventional technology, the total drying and grinding cost would have been $23.45 per feed ton. Thus, the KDS, in this case, has a 27 % cost advantage over conventional technology.WOOD CHIPS PROCCESSING PLANTSSewage sludge/Biosolids
Sewage sludge, also called digested sludge or “bio solids” are created at wastewater treatment plants as water is processed and purified. Currently many municipalities are facing challenges to environmentally and economically dispose of wastewater treatment plant bio solids. The KDS Micronex™ can dewater bio solids to reduce their volume and the associated transportation and disposal costs. The KDS Micronex™ is certified by the US Environmental Protection agency for its ability to destroy pathogens including salmonella, e-coli, and fecal coliforms.
The dry powders produced by the KDS Micronex™ are suitable for land application or for use as a fuel source where they can replace fossil fuels. Extensive testing in British Columbia, Canada has shown that digested sludge containing 80 % water can be processed at the rate of 300 kg/hr and that the resulting product had only 10-13 % water content. The fecal coliform count was consistently reduced from over 4 million MPN/gram (Most Probable Number of fecal coliforms per gram) in the raw digested sludge to well under 1000 MPN/gram in the dried product. This means that the product from the KDS Micronex™ met Class A standards for biosolids, i.e., the KDS can convert Class B biosolids to Class A biosolids, which are much more valuable as fertilizer. The power consumption was 500 kWhr per metric ton of raw digested sludge. A detailed economic analysis shows that the processing cost will be $80 per wet ton of digested sludge, including amortization, labor and power costs. In other words, the production cost of one bone-dry ton of product will be $400. According to a leading academic researcher, competing technologies that convert Class B to Class A biosolids have processing costs ranging from $400 to $800 per bone-dry ton. Thus, the economics of the KDS for this application are extremely competitive. While this sludge-derived fertilizer is still rather expensive to produce, it is environmental regulation which requires that wastewater sludge be rendered pathogen-free. Hence, wastewater sludge beneficiation is one of the best applications for the KDS Micronex™.BIOSOLID PROCESSING PLANTSAnimal Manures
The total volume of animal manure (cow, hog, chicken, and horse) in the United States is approximately 130 times greater than that of human waste. Animal manure has a long tradition of use as an effective fertilizer. However, with modern intensive agricultural production, manure volumes can exceed the capacity of nearby croplands to absorb the nutrients in the manure. Numerous cases have been reported in the media of inappropriately spread manure contaminating both surface and groundwater and seriously affecting both human health and the environment.
The KDS System can reduce animal manures to a fine dry powder which is virtually free of both pathogens and offensive odors. In this dry state (approx. 10% moisture), the odor is significantly reduced, and the manure can be stored, efficiently transported, and sold as a fertilizer. The manure can be blended, at the time of production, with a variety of other minerals and chemicals for manufacture of custom fertilizers. Once processed, the manure can also be pelletized for easy application to farmlands. The key advantages of the KDS Micronex™ are the lower operating costs and small space requirements compared with conventional hammer mill and rotary drum dryer systems. FASC’s machine footprint is about 100 sq. feet which is about 1/5 the size of conventional systems. Conventional systems also require significantly more operating energy to dry manures compared to the KDS Micronex™. Dried manure and other biomass can also have a value as a fuel source. FASC and our joint-venture company Alternative Green Energy Systems has developed complete turn-key solutions to cleanly and cost effectively burn manure and generate “green” power.MANURE PROCESSING PLANTOrganic Waste
From food waste to left over ingredients, organic waste is a broad category covering all biodegradable plant or animal based materials. KDS Micronex ™ is an option for the optimal organic waste recycling solutions for various food, beverage, bakery, and other manufacturing applications. The main outlets we use for recycling industrial scale organic waste are animal feed, composting, anaerobic digestion, and rendering.
The KDS Micronex ™ is optimal for Biomass processing and the best choice for recycling solutions for organic waste and convert this waste in added value products based on:This is just an brief introduction to how we determine industrial organic recycling solutions for our clients. For more information on our services, and to learn how we can help your company recycle more and landfill less.ORGANIC WASTE PROCESSING PLANT
Fish and Shrimp Waste
The proper disposal of the waste generated in the fish and shrimp industrialization is necessary because it can become a source of pollution for the environment if not handled properly, in addition to the cost associated with the handling of this product make it a cost of production for the operation. The prices offered for this waste in the markets today are not representative if we compare it with the associated costs, the handling and the treatment of the effluents.
The potential of the shrimp meal is known to be similar in nutritional composition to the Meals derived from the fishing industry, being these required in the animal food industry as an important component of the mixtures for their contribution of Protein primarily, KDS Micronex ™ can help you transforming this product.
MOST SIGNIFICANT BENEFIT OF THE PROCESS
The transformation of an industrial waste into a raw material is perhaps the most significant benefit of the process, as raw material the meal contributes up to 42% of protein, ash, crude fiber, fat and calcium all these organic sources that guarantee an important quality in the nutritional formulas, in addition to the economic benefits that it brings along with the production of shrimp and its industrialization.
KDS Micronex ™ is able to provide solutions for this material conversion, in meals of high protein content that can be used in animal protein source or as fertilizers, even as a process prior to obtaining Chitin and / or Chitosan.SHRIMP WASTE PROCESSING PLANTSAlfalfa and Other Grass
Alfalfa is a very nutritious grass that is widely used as cattle feed. Often, alfalfa is used as hay and baled accordingly. It is also possible to pelletize alfalfa and feed it to cattle. Pelletizing requires that the alfalfa be ground and dried first. FASC’s testing has proven that the KDS S8 machine can grind alfalfa hay fibers of 25 cm length and 25-30 % water content into a fine powder of 3 mm top size, with a power consumpion of 75 kWhr/ton, while drying it down to 17 % water content. Thus, the KDS can replace 3 pieces of equipment – drum dryer, hammer mill and pneumatic conveyor. Further development work is being done to optimize the application of the KDS to alfalfa grinding.ALFALFA, FORAGE, AND CROP PRODUCTS PROCESSING PLANTS
Sapropel Algae
Sapropel, or silt of the freshwater reservoirs, is a modern geological sediment which is made of aquatic plants and animal remains combined with scraps of higher plants, pollen, sand, clay brought from the dry land and solutions of various inorganic substances. The chemical analysis shows that the structure of sapropel includes all necessary elements for plant nutrition that can not be found in any other fertilizer. Sapropel contains a significant amount of humus acids and their salts, resistant to biological cleaving which considerably enriches the humus fund of the soil the material supporter of its fertility. Sapropel algae is “mined” from lake bottoms and processed by KDS from 80% moisture to as low as 5%. The dried material is a high value soil amendment/fertilizer.
Meat Packing Waste
Meat Packing plants produce a lot of waste, including bones, when animals are processed into saleable meat. Inedible meat trimmings from processing are called offal. Recent concerns about mad cow disease (BSE) have made it impossible to feed these wastes and offal to cattle. Land-filling of these wastes is also becoming more difficult.
Recent testing by FASC has proven that after some pre-processing, meat packing waste and offal can be converted by the KDS Micronex™ into fine, dry powders, which are almost completely bacteria-free. These wastes have to be first chopped into 3 cm bits and back-mixed with the resulting dry product before being fed into the KDS. When an initial quantity of dry product is not available, the process can be jump-started by feeding a 50:50 mixture of chopped meat waste plus grain or wood waste. The product can be used as fish food or even chicken feed, in some cases. When meat waste and grain are jointly ground and dried in the KDS to under 12 % moisture content, a nutritious product results. FASC’s earlier experiments with restaurant food waste and okara also led to similar conclusions.Phosphates
Phosphates are the naturally occurring form of the element phosphorus, found in many phosphate minerals. In mineralogy and geology, phosphate refers to a rock or ore containing phosphate ions. Inorganic phosphates are mined to obtain phosphorus for use in agriculture and industry. The mineral is processed in the KDS with other materials to produce a high value fertilizer. Recent processing (3/2015) of phosphate with 80% water content and material up to 3 inches yielded 200-325 mesh (74 microns-44 microns) output material with 6% water content. The KDS used a max 115 amps at a 1.5 ton/hour output rate. Output tonnage could be raised to 4+ tons/hour.